点击次数:1685
发布时间:2016-07-04 15:40:47
产品简介:
产品简介: 在压铸成型的一个周期中:锁模→压射→增压→压回→冷却→开模→顶针→取料等各动作,对流量和压力要求是不一样的,通常压射和锁模阶段对流量和压力需求很大,而在冷却和取料等阶段对流量和压力需求却很小,定量泵型压铸机在节能改造前,在每个工作周期内油泵的排量基本不变,存在“大马拉小车”的现象。
18163652264
压铸机工作过程及伺服改造方案
一、 冷室压铸机的工作过程
各种冷室压铸机的动作程序根据各种不同的要求,可能不完全一致,但所要完成的工艺内容即基本程序是相同的。现以力劲机械厂有限公司生产的DCC400冷室压铸机为例予以说明。
冷室压铸机的循环周期以关门开始计算。关门后,锁模前抽芯插入,接着合模液压缸和双曲肘放大机构开始工作,使模具首先以低压快速进行闭合,当动型座板与定型座板快要接近时(位置的设定和检测由精度极高的电子尺配合电脑进行精确处理),合模机构的动力系统自动换成低压(即试合模压力)、低速。在确认型腔无异物且嵌件无松动后,再切换成高压将模具锁紧,紧接着锁模后抽芯插入。抽芯机构设有两组控制程序供选择,第一组为锁模前插入,开模后复位;第二组为锁模终止后插入,开模前复位。
确认模具达到所要求的锁紧程度后,自动给汤机给汤(也可采用人工给汤)。接着压射系统依次按慢压射(即一速压射)、快压射(即二速压射)和增压三级压射运动过程将金属溶液压射进型腔内。
继续选择压射冲头(锤头)跟出,当确定型腔内的金属熔料失去从入料口的可能性时,按照电脑里设定的周期时间和运作程序,此时锁模后抽芯插入的机构其抽芯复位,然后开模,开模时合开模系统依次按慢速、快速、慢速运动,防止开模时压力太大损坏模具及产品,与此同时前安全门自动打开,接着锁模前抽芯插入的机构及抽芯回位。取件机械手到位,顶出液压缸顶出工件,机械手夹持工件回位并进行工件确认(也可由人工取件代替机械手取件)。与此同时,冲头回锤。在确定模腔内无异物后,喷雾机自动向模腔内喷射离型(脱模)剂(也可用人工喷雾),同时冲头润滑装置向冲头喷涂润滑油,机门由气动装置自动或人工关闭,确认后进入下一个工作循环。
上述过程按时间先后顺序可绘制成为压制工作循环图,如图1-1所示。

二、压铸机同步伺服改造方案
东洋压铸机BD-900V4-T机液压传动系统由一台三相异步电机拖载油泵SQP43-42-25-11-bb,经比例压力流量阀H13比例控制输出,由锁模(快速合模、低压合模、高压合模)、开模(泄压、快速开模)、顶针、座台、射出、射退、中子动作比例控制运行,液压系统传动电机以额定转速拖载油泵额定100%输出,当比例压力流量不足100%时,多余流量由比例阀溢流、泵溢流阀溢流,从而实现比例输出,满足生产工艺压力流量输出。
经伺服系统改造后,将原液压传动系统三相异步电机拖载油泵额定转速输出改为伺服电机加定量齿轮泵由压力、流量闭环运行,流量闭环由压铸机控制系统动作锁模、开模、顶针、座台、射出、射退、调模比例输出流量为参考转换数字量输入伺服驱动器,由伺服驱动器输出传动伺服电机进行精密流量闭环输出。
冷室压铸机伺服改造方案信号采集说明

伺服节能优势
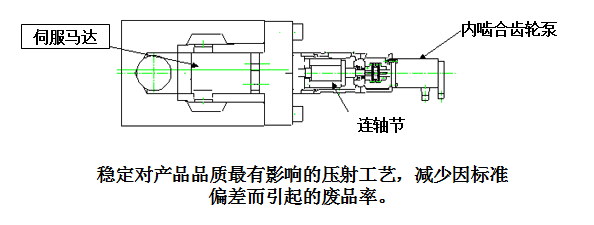
1、由伺服马达直接传动高效内啮合齿轮泵实现精密流量控制(伺服电机速度编码器反馈)。
2、一并控制压铸成型所需的高低快速切换,降低动作缓冲(锁模低压、慢速锁模、压射慢一、压射慢二)如图1-1所示(冷室压铸机在运行冲头润滑、喷雾直至再循环开始时伺服电机均处于零功率运行状态),实现高效节能,其节能率在40%-80%之间。
3、由图1-1所示动作逻辑运行图动作电脑压力、速度设定值,伺服驱动器采集运行压力、流量高速PID调节,实现压力闭环、速度闭环、力矩-闭环确保设备重复精度。